中文版
English
首页
产品中心
高性能氧化铝纤维及制品
A. 氧化铝连续纤维
B. 氧化铝连续纤维制品
C. 氧化铝纤维纸
D. 氧化铝短纤维
E. 氧化铝纤维针刺毯
F. 氧化铝纤维衬垫
G. 氧化铝纤维隔热垫
石墨负极产线设备
A.石墨负极产线设计
B.冷渣机
C.细磨&整形
D. 包覆造粒高温反应釜
E.高温碳化
F.石墨匣钵
G.石墨化
H.多功能天车
I.石墨坩埚自动填充机
J.石墨坩埚
L.整流变压器
M.送电小车
N.变压器控制柜
O.除磁设备
特种石墨和炭素
A. UCAR/AGM 挤压石墨
B. UCAR/AGM 模压石墨
C. UCAR/AGM 高温隔热材料
D. 振动成型石墨
E. 等静压石墨
F. 活性焦
石墨电极
A. 普通功率/高功率/超高功率石墨电极
B. 石墨电极接头
石墨坩埚
A. 石墨坩埚
B. 铸造配套产品
耐火材料
A. UCAR-NMA™热压™炭砖
B. UCAR-NMD™ 热压™ 半石墨砖
C. UCAR C34™,C46™ 炭素胶泥
D. UCAR 灌浆,捣打料和捣打膏
E.耐火材料
液压钢管与复合管
A. 液压精密钢管
B. 复合管
机械设备
A. 矿山机械
B. 冶金机械
C. 工程机械
D. 散料输送机械
E. 油气钻井设备
G. 大型铸锻件
钢材产品
A. 无缝钢管
B. 板材
建材产品
铁建产品
堆取料机
案例
应用领域
留言板
下载中心
公司简介
询盘
cn
English
0
首页
产品中心
>
高性能氧化铝纤维及制品
>
石墨负极产线设备
>
特种石墨和炭素
>
石墨电极
>
石墨坩埚
>
耐火材料
>
液压钢管与复合管
>
机械设备
>
钢材产品
>
建材产品
>
铁建产品
>
堆取料机
案例
>
应用领域
留言板
下载中心
公司简介
首页
>
耐火材料
>
C. UCAR C34™,C46™ 炭素胶泥
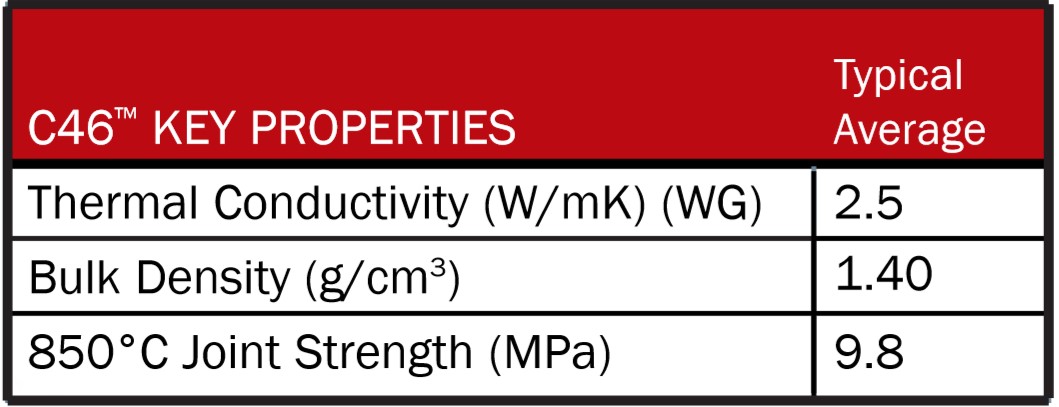
UCAR C46™ 炭素胶泥
产品编号:
R4
UCAR C46™ 炭素胶泥是一种单组分含碳热凝胶泥,专门用作碳或石墨结构形状之间的砂浆结合。C46型™ 胶泥广泛应用于高炉、冲天炉、铁合金炉、磷炉、出铁槽等冶金领域。它在2个需胶泥的结构件之间,在热固化后形成结合力强的碳质键。
询盘
PDF格式
描述
产品说明
UCAR C46
™
炭素胶泥是一种单组分含碳热凝胶泥,专门用作碳或石墨结构形状之间的砂浆结合。
C46
型™
胶泥广泛应用于高炉、冲天炉、铁合金炉、磷炉、出铁槽等冶金领域。它在
2
个需胶泥的结构件之间,在热固化后形成结合力强的碳质键。
包装
C-46
级胶泥以
22.7
千克(
50
磅)桶和
68.1
千克(
150
磅)桶供应。
储存
不用时,盖上胶泥并存放在阴凉处。
C-46
胶泥不会因时间长而变质。但是,建议胶泥在收到后两年内使用,以防止沉降或离析。
使用准备
C-46
胶泥可在高于冰点的环境温度下使用。然而,为了便于使用,胶泥应加热至室温(约
21
°
C
/
70
°
F
)。避免过热。冻融不会损害胶泥。
容器应保持密封,仅在使用前打开。胶泥在使用前必须在容器中充分搅拌。在使用过程中,偶尔使用抹子对胶泥进行处理,可保持抹子的稠度。如果静置超过一小时,建议再次彻底搅拌。一个由
12.7
毫米(
1/2
英寸)电钻驱动的大型油漆搅拌桨可以在几分钟内方便地搅拌一个胶泥容器。搅动全部胶泥是很重要的。在长时间储存过程中,可以用金属棒,让沉淀在容器底部的固体变松。
如果胶泥混合充分,通常不需要添加额外的液体(水)。但是,由于温度、大气条件和粉末成分尺寸的变化,可能需要添加额外的液体。可向每个水泥容器中添加高达
600
毫升(
20
盎司)的胶泥,以达到适当的抹平稠度。由于胶泥的过度稀释会降低胶泥接缝的强度,因此不要超过本指南。
表面制备
待胶结的表面应清洁、干燥、无尘。标称表面应通过喷砂或其他适当方法稍微粗糙。碳或石墨最好不低于
16
°
C
(
60
°
F
)。接头厚度应避免超过
3.2 mm
(
1/8
英寸)。如果要填充高达
12.7 mm
(
1/2
英寸)的接缝,则胶泥应与
20
目至
8
目的石墨颗粒或
UCAR®RP-4
级捣打膏混合。
施工方法
用平锯齿抹子或其他合适的工具在工作区域涂抹胶泥。在两个接合面上涂一层胶泥,使胶泥充分渗入每一个接合面。两个表面都涂完后,在其中一个涂过的表面的中心加一点水泥,形成“冠状”。当表面压在一起时,胶泥会从中心流到边缘,从而填充接缝。接缝紧密后,刮掉多余的胶泥。
接头厚度应避免超过
3.2 mm
(
1/8
英寸)。如果需要填充较大的空隙,则使用以下指南:
空隙大小:
0 mm
至
5 mm
(
1/8
英寸)
-
使用水泥。
6 mm
至
11 mm
(
1/2
英寸)
-
使用
50/50
水胶泥和碳质捣打料的混合物,如
UCAR RP-4
、
RP-10
或
RP-20
。
12 mm+ -
使用锯片炭砖,以配合空隙和水泥。
养护胶泥接缝
由于炉缸和炉墙等碳块较大,冶金过程产生的热量通常会适当地固化
C-46
胶泥,因此无需进行预固化。对于其他应用,在部件被胶结并运输到高炉中的情况下,胶泥必须在投入使用前进行预固化。要固化胶泥,将粘结碳或石墨结构件加热至
90
°
C
(
194
°
F
),并在此温度下保持
4
小时,然后在
150
°
C
(
302
°
F
)下保持
16
小时。固化温度低于
90
°
C
(
194
°
F
)会导致更长的设置时间。过快的加热会导致胶泥在凝固前从接缝中渗出。预固化操作开始后,不得移动零件。通过适当的预固化,在粘结的碳或石墨制品之间形成了强的碳质键。然后,预制结构可以在更高的温度下运行,这将碳化接缝并完成固化。
注:中性或还原性气氛必须保持在
350
°
C
(
662
°
F
)以上。
胶泥清理
用水,可去除工具和设备上的新鲜未固化胶泥。
评论
*
名字
*
邮箱
*
主题
*
内容
*
验证码
Daniel Zhou
Mr. Zhou