中文版
English
首页
产品中心
高性能氧化铝纤维及制品
A. 氧化铝连续纤维
B. 氧化铝连续纤维制品
C. 氧化铝纤维纸
D. 氧化铝短纤维
E. 氧化铝纤维针刺毯
F. 氧化铝纤维衬垫
G. 氧化铝纤维隔热垫
石墨负极产线设备
A.石墨负极产线设计
B.冷渣机
C.细磨&整形
D. 包覆造粒高温反应釜
E.高温碳化
F.石墨匣钵
G.石墨化
H.多功能天车
I.石墨坩埚自动填充机
J.石墨坩埚
L.整流变压器
M.送电小车
N.变压器控制柜
O.除磁设备
特种石墨和炭素
A. UCAR/AGM 挤压石墨
B. UCAR/AGM 模压石墨
C. UCAR/AGM 高温隔热材料
D. 振动成型石墨
E. 等静压石墨
F. 活性焦
石墨电极
A. 普通功率/高功率/超高功率石墨电极
B. 石墨电极接头
石墨坩埚
A. 石墨坩埚
B. 铸造配套产品
耐火材料
A. UCAR-NMA™热压™炭砖
B. UCAR-NMD™ 热压™ 半石墨砖
C. UCAR C34™,C46™ 炭素胶泥
D. UCAR 灌浆,捣打料和捣打膏
E.耐火材料
液压钢管与复合管
A. 液压精密钢管
B. 复合管
机械设备
A. 矿山机械
B. 冶金机械
C. 工程机械
D. 散料输送机械
E. 油气钻井设备
G. 大型铸锻件
钢材产品
A. 无缝钢管
B. 板材
建材产品
铁建产品
堆取料机
案例
应用领域
留言板
下载中心
公司简介
询盘
cn
English
0
首页
产品中心
>
高性能氧化铝纤维及制品
>
石墨负极产线设备
>
特种石墨和炭素
>
石墨电极
>
石墨坩埚
>
耐火材料
>
液压钢管与复合管
>
机械设备
>
钢材产品
>
建材产品
>
铁建产品
>
堆取料机
案例
>
应用领域
留言板
下载中心
公司简介
首页
>
耐火材料
>
C. UCAR C34™,C46™ 炭素胶泥
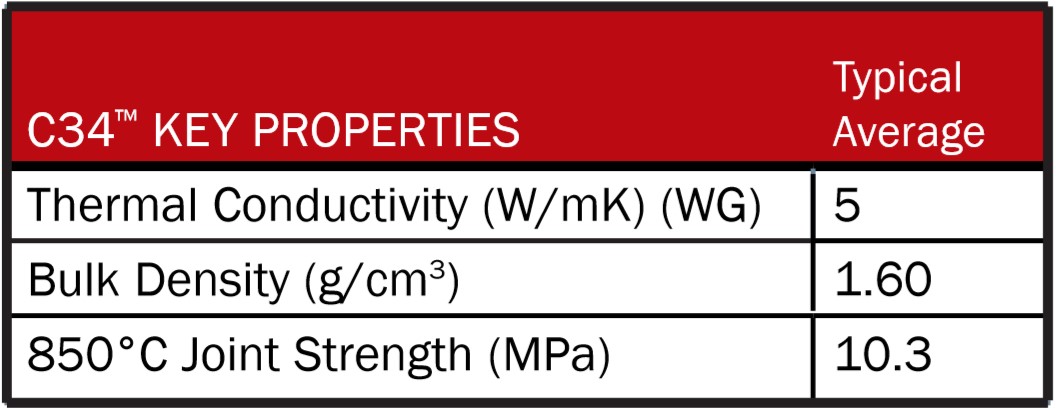
UCAR® C34™ 炭素胶泥
产品编号:
R3
UCAR®C-34牌号的炭素胶泥是一种双组分碳质热凝炭素胶泥,如沙浆一样专门用作碳或石墨结构件间的粘接。C34™ 炭素胶泥广泛应用于高炉、冲天炉、铁合金炉、磷炉、出铁槽等冶金行业。
询盘
PDF格式
描述
产品说明
UCAR®C-34
牌号的炭素胶泥
是一种双组分碳质热凝炭素胶泥,如沙浆一样专门用作碳或石墨结构件间的粘接。
C34
™
炭素胶泥广泛应用于高炉、冲天炉、铁合金炉、磷炉、出铁槽等冶金行业。它热固化形成一个强大的碳质键之间的胶结形状。这种独特的胶泥将在低至
60
℃的温度下就可固化,在超过
100
℃固化温度保持
24
小时以上,胶结强度达到最大值。更为独特的是,即使在混合
/
应用和固化之间的延迟时间达到
12
周,仍具有一定的抗折强度。
UCAR®C-34
牌号的炭素胶泥是一种经过改良的含碳热固化粘合剂,由两种成分(黑色粉末和糖蜜状液体)组成,其制备方法如下所述。
C-34
胶泥主要用于热学应用中粘结炭砖和大型碳和石墨结构件。
本产品不是为炉衬热面设计的,不应作为工作涂料使用。
本产品也可配制成浆液,泵入已暂时关闭维修的热操作炉,以在炉耐火材料、炉壳和其他冷却构件之间重新建立冷却接触。把
C-34
炭素胶泥作为灌浆的使用方法与
UCAR®GR-37
灌浆的使用方法相同。请按照
GR37
注浆使用说明,正确、安全地处理、混合、泵送和使用
C-34
作为灌浆。
包装
制备
C-34
炭素胶泥的配料装在单独的容器中,容器上贴有显示内容物的标签,并以标准的
4.5
千克(
10
磅)、
15.9
千克(
35
磅)和
79.4
千克(
175
磅)包装单位组装。
储存
UCAR C-34
炭素胶泥的成分如没有混合,盖上盖子并存放在阴凉干燥的地方,则不会变质。
使用准备
每份
4.5
千克和
15.9
千克(
10
磅和
35
磅)重量的标准炭素胶泥,可由一份容器包装内的液体和配套的一桶粉末混合而成。对于每份
79.4
千克(
175
磅)重量的炭素胶泥,可由一个
21.3
千克(
47
磅)容器的液体与两盒
29.1
千克(
64
磅)装的粉末混合。如果需要较小的量,使用以下比例:
100
单位的粉末(按粉末重量计)配比
35.3
单位的液体(按液体重量计)。液体从容器中取出前应充分搅拌。
含有液体成分的胶泥如果过度稀释,会降低炭素胶泥接缝的强度。然而,由于温度、大气条件的变化和粉末颗粒尺寸有所差异,可能需要将液体组分增加或减少,最多可减少
5%
,以获得合适的抹浆一致性。在决定改变液体配比之前,必须彻底混合标准推荐的胶泥混合物。
胶泥应在冷搅拌机中机械搅拌。混合应连续进行,直到达到相同稠度。由于胶泥粉末成分的颗粒极为细小,当在高湿度条件下储存或容器被刺穿时,粉末容器中偶尔会发现结块。在这种情况下,粉料要混合前要用规定目数的筛网过筛。一旦混合后,胶泥应在随温度变化的一定时间段内使用,具体如下:温度和可使用期限按照
21
°
C
(
70
°
F
)
15
天和
38
°
C
(
100
°
F
)
3
天。
混合
1
~
2
份
175
磅胶泥的使用指南(总共需要
2
小时的准备时间):
将一容器液体成分完全倒入桨式混合器。
加入一盒粉末成分,搅拌
15
分钟。
加入第二盒粉末,搅拌
30
分钟。
关闭搅拌机,静置
45
分钟。
使用前再搅拌
30
分钟。胶泥现在可以使用了。
如果搅拌器足够大,可以容纳两个
175
磅的单位,那么在步骤
1
到步骤
3
中的上述数量可以加倍。使用相同的混合时间。
如果在使用胶泥时,需要额外再混合胶泥,则在使用胶泥的现场应配备油漆型搅拌桨的电钻。
、
胶泥不用时,要盖严并存放在阴凉处(如有可能,温度不高于
21
°
C/70
°
F
)。胶泥使用前,将胶泥加热至室温(约
21
°
C
/
70
°
F
),但不要过热。每平方英尺的表面上,要涂上厚度
1.6mm
(
1/16
英寸)的胶泥,实际需要的胶泥重量大约为
1/2
公斤(
1
磅)。考虑到损耗等因素,一般建议每平方英尺
0.7
千克(
1.5
磅)。
寒冷天气说明
当粉末和液体被预热到大约
38
°
+6
°
C
(
100
°
+10
°
F
)时,胶泥混合更好,使用更容易。把混好的胶泥放入金属容器中,在
38
°
C
(
100
°
F
)温度的水保持一段时间。
表面制备
待胶结表面应清洁、干燥、无尘。初始的金属表面应通过喷砂或其他适当方法略微打毛。碳或石墨使用温度最好不低于
16
°
C
(
60
°
F
)。
施工方法
用平锯齿抹子或其他合适的工具在工件上涂抹胶泥。在两个接合面上涂一层胶泥,使胶泥充分渗入每一个接合面。两个表面都涂完后,在其中一个涂过的表面的中心加一点胶泥,形成“冠状”。当表面压在一起时,胶泥会从中心流到边缘,从而填充接缝。接缝紧密后,刮掉多余的胶泥。
接头厚度应避免超过
3.2 mm
(
1/8
英寸)。如果需要填充较大的空隙,建议遵循以下准则。
空隙大小:
0 mm
至
6 mm
(
0-1/4
英寸)
-
使用胶泥
6 mm
至
11 mm
(
1/4-1/2
英寸)
-
使用
50/50
胶泥和石墨捣打料的混合物,如
UCAR RP-4
、
RP-10
或
RP-20
。
12 mm+
(
1/2
≥
inch
)
-
使用切割砖块,如
UCAR®NMA
、
NMD
牌号的炭砖或石墨砖,以适合开口,然后胶泥到位。
养护胶泥接缝
胶泥接缝应在投入使用前进行预养护。,除非正常应用温度超过
130
°
C
(
266
°
F
),否则需要将碳或石墨加热至
100
°
C
(
212
°
F
),并在此温度下保持
4
小时,然后在
120-130
°
C
(
248266
°
F
)下保持
16
小时。固化温度低于
100
°
C
(
212
°
F
)会导致较长的固化时间。过快的加热会导致胶泥在凝固前从接缝中挤出。开始预固化操作后,不得移动零件。对于大的碳块,如炉缸和炉墙,来自冶金过程的热量通常会适当地固化,不需要预固化。
通过适当的预固化,在粘结的碳或石墨制品之间形成了强的碳质键。然后,预制结构准备在高温下运行,这将碳化接缝并完成固化。
注:中性或还原性气氛必须保持在
350
°
C
(
662
°
F
)以上。
去除
C-34
胶泥
液体成分可用于去除工具和设备上的未固化胶泥。一旦胶泥固化,它就不溶于液体成分。不要使用液体成分清洁手、衣服或塑料。
评论
*
名字
*
邮箱
*
主题
*
内容
*
验证码
Daniel Zhou
Mr. Zhou